


3Dプリントに必要なgcodeファイルを作成するにあたり、Ender3 v2に付属しているCreality Slicerではないスライサーソフトを探してみました。結論としては今はUltimaker Curaに落ち着いています。ただ、このUltimaker Cura、Ender3 v2に付属してきたCreality Slicerに酷似しているんですよね汗。中身は同じでソフト名だけ変えているのか…まぁ色々と調べたらこのUltimaker Curaの評判が良かったので、こちらを使っています、無料です。ダウンロードはこちらから。※私なりのベスト設定はページ下に記述しております。
スライサーの設定値は、以下の項目です。

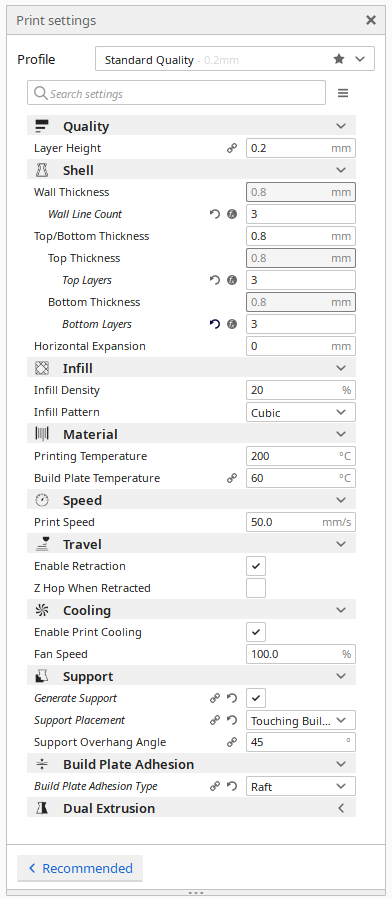
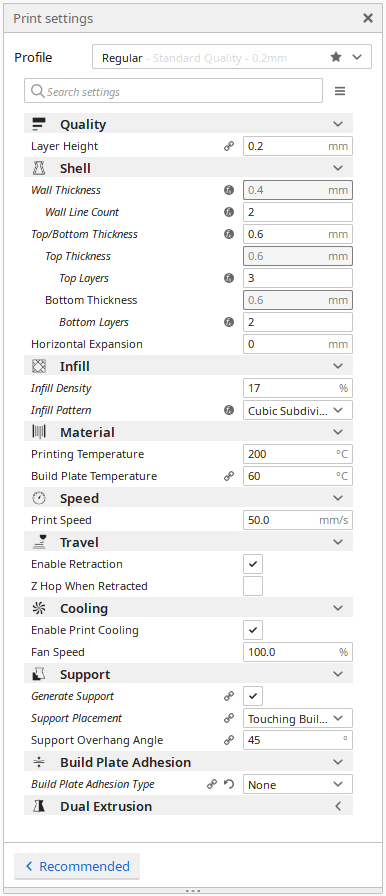
一番上部のプルダウンでプリセットされている「Standard Quality」です。Ender3 v2のノズルが0.4mmであることが影響するのか、Quality > Layer Heightを0.2mm 未満にすると高確度で一層目に定着しません。なので私は標準の「Standard Quality」をベースに設定値をいじっています。
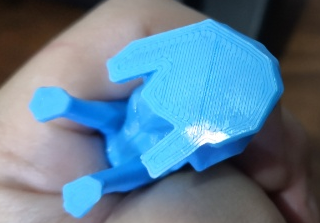
Shell > Wall line count : プリントする際の外周のラインの数です。数を増やせば頑丈で中が透けることがなくなりますが、プリント時間が増し、設計した寸法よりも大きいサイズになります。下のオブジェクトはWall line countは3です。よく見ると、3本の線が外周を縁取っているのがわかると思います。

Shell > Top layer, bottom layer :底面と上面のラインの数というか層の枚数ですね。メリットデメリットは Wall line countと一緒です。
Infill > Density:プリントオブジェクトの中はぎっしりPLAがつまっているかというとそうではありません。ここで印刷密度を設定しています。デフォルトは20%。80%は空洞ということです。パーセントを下げれば強度は下がるが印刷時間が短縮されます。私は17%にしています。
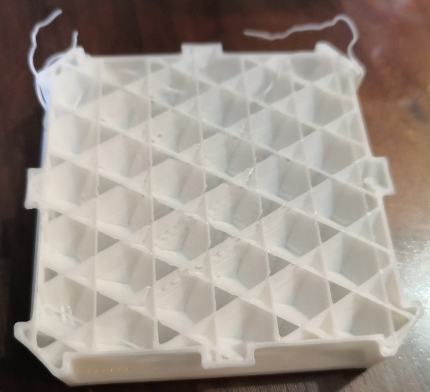
Infill > Pattern:プリント内部を埋めるパターンです。下の画像はCubic subdivisionです。

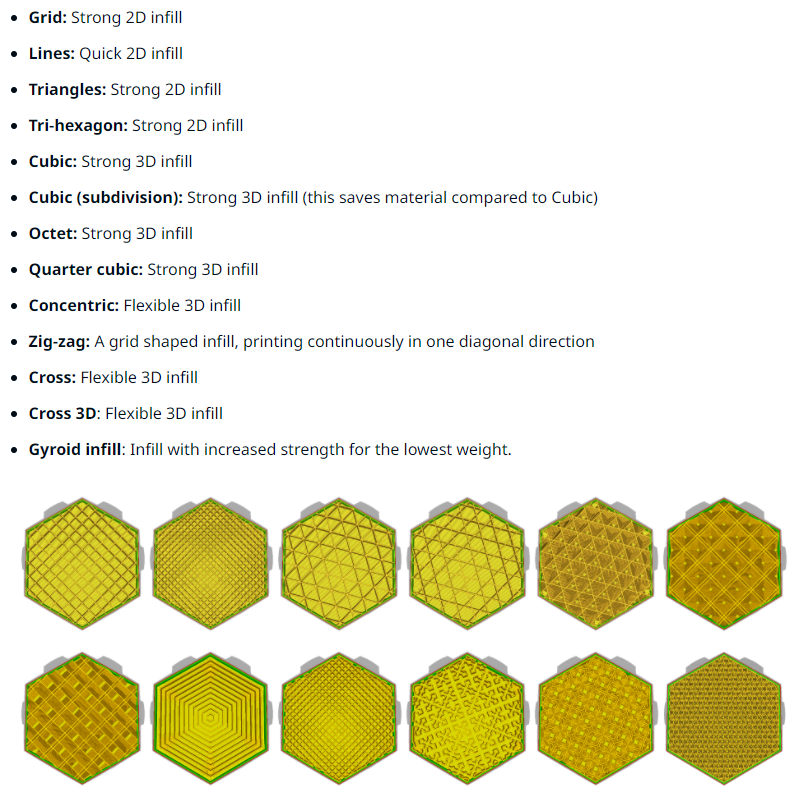
Infill Patternの詳細はここから見れます。リソース消費が少なく一番頑丈なのは、Gyroid infillということなのですが、波うつ感じに造形するので、3Dプリンタがガタガタ揺れます。私はそれが嫌なので、次に頑丈でコスパがよさそうなCubic Subdivisionにしています。

Material:PLAを使う限りデフォルトのまま、他の素材を使う場合はこの値を変更します。
Speed:ここの値はデフォルトのままで、印刷速度はEnder3 v2本体側のPrint > Tuneを100%から変更します。そこそこ複雑なフィギュアでも300%まであげてプリント可能でした。箱のようなほぼ平面は700%まで試しましたが成功。歯車のような複雑なプリントでも200%で実行しています。
Travel, Cooling: いじるとまずそうなので、デフォルトのまま
Support: 3Dプリントは基本的に地面から層を積み上げて成型していきます。このため、地面と平行な中空にある造形はできません(大の字に手を伸ばして直立する人型の腕の部分はサポート無しではプリント不可、Yの字に伸ばした腕なら角度によってはサポート無しでも可)。Supportは中空を印刷するための設定です。


Supportにチェックを入れるとスライサーの判断で角度によってはSupport無しでもいける部分も強制的にサポートが付きます。そしてこのサポートの取り外しが上手く行かないことが多いです。なので頑張ればサポート無しでもいけそうならSupportチェックを外します。また、サポートを付ける場合でもSupport placement を Everywhereにするとオブジェクトを取り囲むようにサポートを付けられるので、完成後の取り外しが困難を極めます。Touching buildingだと最小限のサポートに抑えてくれるような感じがします。
結論:
個人的なベスト設定(通常プリント)※supportは状況に応じてチェックを外します

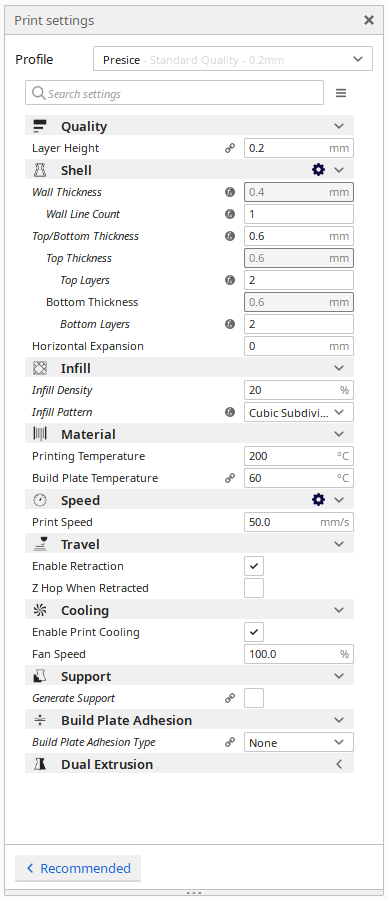
個人的なベスト設定(部品などの精密プリント)

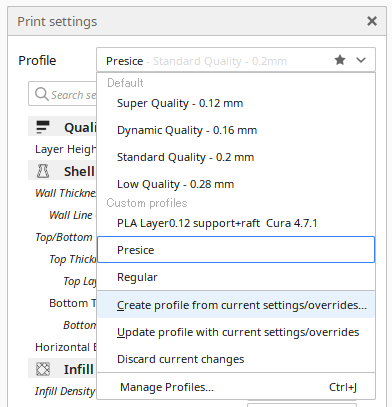
ちなみに自分で設定したプロファイルを保存することで、いつでも上部のプルダウンから呼び出すことが可能です。便利なので、設定しておくことをお薦めします。各設定値を入力して、ProfileのプルダウンからCreate profile from current settings / Overridesをクリックすると設定が保存されます。一番下のManage ProfileでProfile名を変えたり、削除したりすることが可能

3D Printer Ender3 v2 を買ってみた編: